 italiano
italiano english |
english |
 français
français español
español português
português русский
русский
Welding line by coils |
features and components | performance |


click to enlarge
|
The MESH LINE CO240-A line has been devised and manufactured to produce electrowelded wire mesh panels in standard or standardized
size for big production lots and to be used for 24 hours a day.
It is fed in continuous with line wires by coils while with cross-wires by pre-straightened bars. |
||
|
The line is available in two configurations:
|
|||
|
|||
Configuration 1 |
 back to top back to top |
|---|
SVV-3T |
Steel structure with vertical axis decoiler suitable to uncoil metal coils having a maximum capacity of 3.000 kilos each. |
|---|---|
RAS |
Steel structure suitable to drive the line-wires from the decoilers towards the straightening/towing group. |
RAD-5 |
Steel structure on which the single straightening groups suitable for wires from 4 to 10 metres are assembled. |
TR |
Steel structure made up with two towing units and a device to check and align the line-wires by operating on the forwarding speed. |
RAD-WEL |
Steel structure on which the single straightening are assembled. |
AV |
Steel structure fitted on the welder body. The single towing groups for each line-wire are assembled on a spline shaft. |
CO-A |
Steel structure where the welding transformers (from 6 to 12) and all accessories (lower and upper electrodes, welding presses, position electromagnets and so on) that allow welding of smooth and ribbed wires with diameter from 4,0 to 10,0 mm, are placed. |
ATR |
Steel structure assembled on track movable trolley. It feeds the welder in automatic mode drawing the cross bars from a big magazine (2 tonnes). It is equipped with n°2 servomotors; one moves the feeding disc and the other pushes the bar below the welding presses. |
ACW |
Automatic Cross Wires Feeding System (optional)COM.IT has developed a new device to automatically feed the magazine loader "ATR" of the welding line called "CO-240-A".The wires are held by two spools placed on rotating reels with pneumatic braking. Towing and straightening are carried out by two straightening machines. The cutting table and the support structure are designed so as to be able to straighten, cut and unload wires with length from 1400 to 2500 mm and a diameter from 3,0 to 10,0 mm. ACW can be installed on new welding lines or in the revamping of existent plants. |
CUT |
Sturdy structure moving on tracks. |
RIB6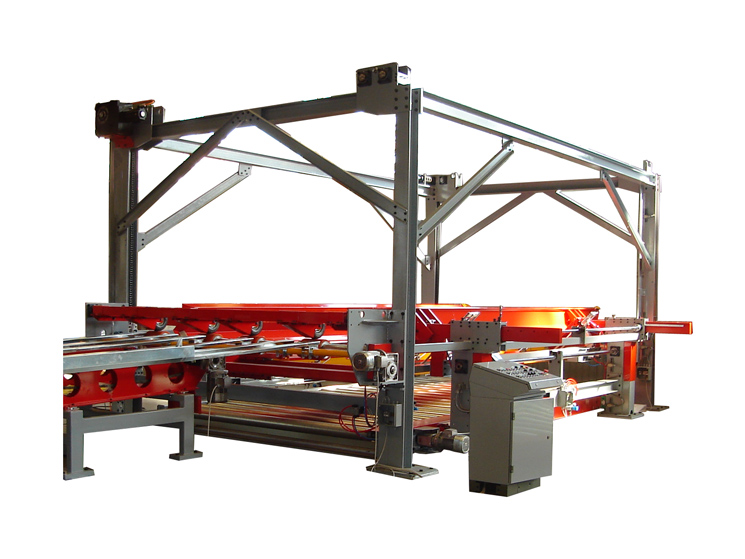 |
With this unit the operator can:
|
ROLL 6,5 |
the motorized roller table, placed after the turning-stacking unit, allows having a station to tie and evacuate the produced wire mesh packs, with no need to stop production line. |
CON-240A |
the box is completely sealed and thermically conditioned, and it contains all necessary components to make the line work and to check it.
|
ICE057 |
This is a water cooling unit suitable to cool water at the exit of the welder (transformer, current cables and electrodes) and of the control board (SCR). |
AIR300 |
It is made up with:
|
INT |
This unit is necessary to extract the wire mesh panels from 2.500 to 4.000 mm in length. |
 Line-wires coils holder:
Line-wires coils holder: Line-wires guides:
Line-wires guides: Line-wires straighteners:
Line-wires straighteners: Line-wires drawing system:
Line-wires drawing system: Line-wires straighteners:
Line-wires straighteners: Line wire advance system (roller advance):
Line wire advance system (roller advance): Mesh welding machine:
Mesh welding machine: Cross-wire feeder:
Cross-wire feeder: Line wire shear:
Line wire shear: Turning-stacking unit:
Turning-stacking unit: Roller conveyor:
Roller conveyor: Electrical control cabinet:
Electrical control cabinet: Water cooler:
Water cooler: Compressed air station:
Compressed air station: Intermediate extractor:
Intermediate extractor:Configuration 2 CO-A-MULTISTEP |
back to top |
|---|
SVV-3T |
Steel structure with vertical axis decoiler suitable to uncoil metal coils having a maximum capacity of 3.000 kilos each. |
|---|---|
RAS |
Steel structure suitable to drive the line-wires from the decoilers towards the straightening/towing group. |
RAD-5 |
Steel structure on which the single straightening groups suitable for wires from 4 to 10 metres are assembled. |
TR |
Steel structure made up with two towing units and a device to check and align the line-wires by operating on the forwarding speed. |
RAD-WEL |
Steel structure on which the single straightening are assembled. |
CO-A-MULTISTEP |
|
ATR |
Steel structure assembled on track movable trolley. It feeds the welder in automatic mode drawing the cross bars from a big magazine (2 tonnes). It is equipped with n°2 servomotors; one moves the feeding disc and the other pushes the bar below the welding presses. |
ACW |
Automatic Cross Wires Feeding System (optional)COM.IT has developed a new device to automatically feed the magazine loader "ATR" of the welding line called "CO-240-A".The wires are held by two spools placed on rotating reels with pneumatic braking. Towing and straightening are carried out by two straightening machines. The cutting table and the support structure are designed so as to be able to straighten, cut and unload wires with length from 1400 to 2500 mm and a diameter from 3,0 to 10,0 mm. ACW can be installed on new welding lines or in the revamping of existent plants. |
CUT |
Sturdy structure moving on tracks. |
RIB6 |
With this unit the operator can:
|
ROLL 6,5 |
the motorized roller table, placed after the turning-stacking unit, allows having a station to tie and evacuate the produced wire mesh packs, with no need to stop production line. |
CON-240A |
the box is completely sealed and thermically conditioned, and it contains all necessary components to make the line work and to check it.
|
ICE057 |
This is a water cooling unit suitable to cool water at the exit of the welder (transformer, current cables and electrodes) and of the control board (SCR). |
AIR300 |
It is made up with:
|
INT |
This unit is necessary to extract the wire mesh panels from 2.500 to 4.000 mm in length. |
 Mesh welding machine:
Mesh welding machine: